A. |
Holes in front plate become out of round. |
B. |
Incline surfaces of the front and center plate wear and create groves #3 & #4. |
| C. |
Eccentric Spindles #5, both the surfaces supporting the thread rolls and the OD of the surface that extends through the front plate. |
| D. |
The mating surface of the dog clutch that holds the head closed causing premature head opening. |
| E. |
Teeth on #8 spur gear and #7 center gear wears and chips. |
| F. |
Coil spring #10 loses tension and becomes too weak to open and close head correctly. |
| G. |
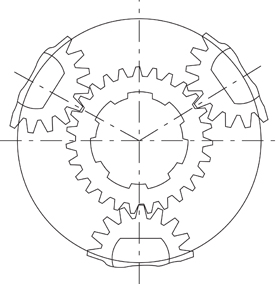
Spur gear not correctly positioned with center gear will cause? (figure 5) |
|
The tooth (normally it is marked) bisects the ID flat on #8 Spur Gears must be the tooth that contacts the #7 Center Gear as shown. This correctly positions the #5 Eccentric Shafts. |
Figure 5 |






