The thread rolling process is now widely acknowledged as the fastest and most efficient method of producing accurate external threads, with surface finish and mechanical properties unobtainable by any other method.
This simple cold forming operation enables engineers to produce threaded fasteners and components to the most exacting standards with ease and repeatability on a wide range of materials. In fact, many high tensile and safety critical components, such as used in the aerospace industries, demand a rolled thread for its high strength properties and no other threading method will be accepted in these cases.
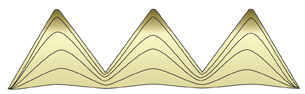
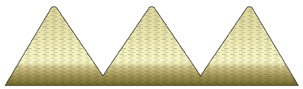
The properties of a rolled thread are best illustrated by examining the cross section of a thread that has been produced by thread rolling and comparing it to a thread that has been produced by conventional cutting. |