Applications |
Axial thread rolling heads have an established reputation for reducing thread cycle times and increasing productivity on a wide range of conventional and CNC controlled machines. The nature of thread-rolling, being up to four times faster than traditional cutting methods, requires the machine tool to be able to run at much higher speeds which can place limitations on older lathes and cam autos that were designed for cutting at lower speeds and feeds. The widespread use of CNC lathes with their elevated spindle speeds and accurate programmable feed rates has helped to increase the potential applications for axial thread rolling heads, especially on smaller diameter threading where single point methods are slower and less accurate. High resolution programming to .0001" (.001mm) enables pre-rolling blank diameters to be maintained more accurately on CNC lathes which is advantages when producing threads to tight tolerances.
The basic criteria for selecting a machine for thread rolling are as follows:
Spindle Speed: The machine spindle must be capable of rotating at the speed required for the thread to be rolled (refer to Rolling Speeds chart - Click Here).
Feed Control: Automatic machines should be equipped with a controllable feed mechanism that allows a smooth start to the rolling process and a positive, accurate stop mechanism for reliable opening of the head. On both manual and automatic machines, a heavy or sticking slide will not allow the self-feeding of the head to function correctly and premature opening of the head will result. Over feeding of the head will cause damage both to the start threads on the piece part as well as the rolls and must be avoided.
Alignment: As with all on center end working tools, it is essential that the machine spindle and the head are not misaligned, as this can result in malformed threads, shortened roll life and in severe cases breakage to the thread rolling head. |
|
Coolant: An adequate supply of good quality, particle-free coolant should be obtainable from the machine coolant system (refer to operation section - Click Here).
If the basic criteria outlined above are met, then
successful thread rolling can be achieved on most types of turning machines, including CNC lathes, multi-spindle screw machines, single-spindle screw machines, turret lathes, centre lathes and special purpose threading machines. |
Material Properties |
| Axial thread rolling proves most successful on materials that have an elongation of 10% or more and a tensile strength of below 1500N/mm2 (140,000 psi). It is often possible to roll materials outside these parameters, but the life of the thread rolls can be so reduced as to make the process uneconomic. Certain free cutting grades of steel and brass may have low tensile strengths and good elongation factors but are often susceptible to flaking at the root and flanks of the thread, especially on Acme, trapezoidal and coarse v-form threads. For these applications, it is advisable to obtain material grades that offer good machinability combined with a low lead content.
The following chart gives an indication of the types of materials that can be thread rolled using an axial head, combined with the recommended rolling speeds for standard v-form threads: |
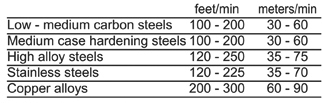 |
As a guide, coarse pitches and high tensile materials are rolled at the lower end of the above speed ranges. Fine pitches and light alloys may be rolled at the top end of the above speed ranges. |
|






