Unlike the axial and tangential rolling systems, radial rolling does not require a controlled feed motion in order to produce a thread.
The RSVP RE style rolling head simply needs to be positioned over the part using the forward stroke of the machine. This may be a standard turret lathe, CNC machine or rotary transfer machine.
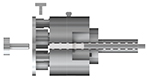
When the head is in position, the trip lever is actuated and the rolling process begins (fig. 2). The external trip can only be actuated when the head is stationary. For applications where the head is revolving, an internal trip must be actuated by a push rod mechanism through the shank (or flange) of the head.
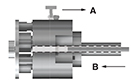
The tripping of the head causes all 3 rolls to rotate under spring pressure until they contact the blank. At this point they pinch up against the part, and are driven round one full revolution. During this rotation of the rolls, their geometry effects a “squeezing down” in a radial direction and the thread is rapidly formed (fig. 3).
Once the rolls have completed the threading cycle, they are returned to the start position with their flats facing the threaded part. This allows the head to be retracted without damage to the thread. The head is now re-set and ready for the next cycle (fig. 4).
It is not advisable to trip the head without a blank in position as the rolls would not return to their start point. If a rolling pass is then attempted, the rolls will hit against the blank, damaging the rolls and possibly the head.
In automatic, un-manned cycles, it is advisable to operate some means of checking device, to ensure that the head is in the reset position before any attempt is made to roll a thread. |