A. |
A “Pull Off” is part of the opening action of an axial thread rolling head and must be considered when adjusting for component thread length. It is shown as dimension “P” in the catalog. |
B. |
When using the #21 inside stop screw, the distance from the front of the thread rolls to the end of the screw should be the component thread length less “P”. The head will then pull itself open. |
C. |
When used on a CNC lathe the feed stroke should be set to determine the required length of the thread less “P” and the head should pull itself open. |
D. |
When used on a cam operated machine the high point of the cam should be set a required length of the thread less “P”. |
E. |
When the thread rolling head is rotating, set the forward yoke stop nut to give the required length of thread less “P”. On the return stroke set the rear top nut so the head will be closed the end of the stroke. (Figure 3) |
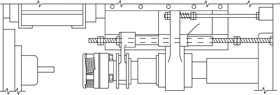
|
Rotating Thread Rolling Heads are used on Tool Rotating Applications such as on a Hydromat, or other center index or special Machines |
| Figure 3 |
|
|
F. |
When the axial style head is not rotating, set the high point of the cam (as above) and attach a closing bracket as shown in (figure 4). |
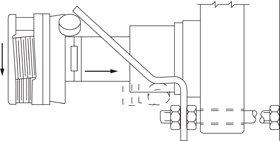 |
Non-rotating A Type Thread Rolling Heads on Multi Spindle Screw Machines. It may be mounted in the Threading, or Reaming Attachment. The only time a Thread Rolling Head is rotated is for Left Hand Threads. |
Figure 4 |
|
G. |
When the head is used manually, set the stop on the machine to have the head pull open and use the handle to reset it. |
|






